
當前位置:重慶瑞標機電有限公司>>技術文章>>瑞標MOPA激光標機鐳雕機應用操作指導
MOPA激光打標機應用說明


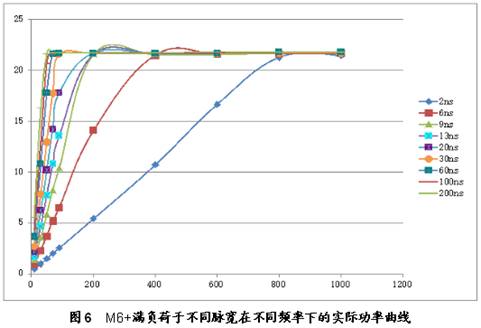
設定脈寬 (ns) | YDFLP-20-M6+-S降功率頻率(kHz) |
1 | 1600 |
2 | 850 |
4 | 500 |
6 | 320 |
9 | 200 |
13 | 150 |
20 | 115 |
30 | 90 |
45 | 75 |
55 | 65 |
60 | 65 |
80 | 60 |
100 | 55 |
150 | 45 |
200 | 45 |
250 | 40 |
不銹鋼打白 普通金屬刻字  | 脈寬:100ns或200ns 頻率:10~60khz 速度:1000-3000mm/s (M1+和M6+參數) | 脈寬:200ns 頻率:10-60khz 速度:1000-3000mm/s (LP-s參數) | 脈寬:200ns 頻率:10-60khz 速度:1000-3000 (LM1-60參數) |
氧化鋁打黑  | 脈寬:2ns 頻率:400k(300~600k) 填充:0.001mm 速度:1000-2000mm/s 功率:不能打破表面 (M6+參數) | 脈寬:6ns 頻率:200khz 填充:0.001mm 速度:500-1000mm/s 功率:需細調 (M1+參數) | 功率與所選擇的場鏡有關,場鏡大需要的功率會大 |
剝金屬氧化層 剝金屬噴漆層 剝金屬電鍍層 剝塑料電鍍層  | 脈寬:100n或200ns 頻率:80khz 填充:0.03-0.06mm 速度:1000-3000 mm/s (參考1) | 脈寬:10ns,20ns 頻率:100-250khz 填充:0.03-0.05mm 速度:3000-5000 mm/s (參考2) | |
金屬深雕(選用小場鏡好些,如100mm、163mm)  | 脈寬:250ns 頻率:40或50khz 填充:0.03mm 速度:500-800mm/s (M6+和M1+參數) | 脈寬:200ns 頻率:30khz 填充:0.03mm 速度:500-800mm/s (LP1-S參數) | 脈寬:200ns 頻率:45khz 填充:0.03mm 速度:500-800mm/s (LM1-60參數) |
塑料打黑  | 脈寬:100ns,200ns 頻率:40-50khz 填充:0.03-0.04mm 速度:600-1000mm/s (不是很吸收塑料) | 脈寬:100ns 頻率:10-20khz 填充:0.03-0.04mm 速度:600-1000mms (吸光塑料,手感輕) | |
不銹鋼打黑(選用大場鏡好些,如254mm、330mm、420mm)  | 脈寬:100ns 頻率:70khz 填充:0.01mm 速度:100mm/s 功率:70%(偏焦) (參數一) | 脈寬:100ns 頻率:130khz 填充0.012mm 0°&90°兩次填充 速度:500mms/s 功率:65% (參數二) | |
純鋁燒黑 銅燒黑  | 脈寬:10ns 頻率:300khz 填充:0.01-0.001mm 速度:100-500mm/s (大功率燒) | ||
硅膠按鍵剝油漆  | 脈寬:200ns 頻率:400khz 速度:800-1500mm/s 填充:0.02-0.03mm (適當功率打2-3遍) | ||
噴漆層塑料剝漆層 多層漆剝除剝除 塑料漆層打透光  | 脈寬:100ns 頻率:20-40khz 填充:0.03-0.04mm 速度:800-1500mm/s (多次打標剝除) | ||
薄鋼片或薄金屬鋁銅片切割  | 脈寬:100ns/200ns 頻率:20-60khz 速度:200-1000mm/s (快速切割多遍效果較好) (參考1) | 脈寬:10ns-80ns 頻率:60-150khz 速度:500-1000mm/s (快速切割多遍效果較好) (參考2) | |
 鋁板或鋼板切割 | 脈寬:350ns/200ns 頻率:45khz 速度:800khz (LM1參考) |
來自于瑞標
請輸入賬號
請輸入密碼
請輸驗證碼
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,機床商務網對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。



