 機床商務網(wǎng)
機床商務網(wǎng)

詳細介紹

加工可能尺寸

- 板材端部預彎及卷圓可以在同一臺設(shè)備上進行。不需要壓力機預彎。
- 卷軸全部經(jīng)過淬火處理,不會造成不銹鋼、鋁材表面劃傷。
- 側(cè)輥(、No.3輥)、垂直上升后*鎖緊、實現(xiàn)好的真圓度。
- 卷軸平衡采用機械同步方法,通過中間輥的調(diào)整 、防止出現(xiàn)鼓狀現(xiàn)象。
- 刻度盤式組合儀表盤,通過設(shè)定數(shù)值可以簡單快捷地重復進行圓筒加工成型。



加工樣品
加工工件

產(chǎn)品用途
- 鍋爐內(nèi)筒/外筒
- 太陽能機器
- 制動帶
- 送風機
- 電車零件
- 筒倉
- 焚燒爐
- 液化氣瓶
- 滅火器瓶
- 電線卷筒
- 架桿變壓器
- 汽車零件
- 飛機零件
- 外裝空調(diào)殼體
- 電機包裝材料
- 空調(diào)管道
加工順序


標準式樣

- 上面式樣是以SS400標準為基準設(shè)定的、根據(jù)工件式樣不同可以變更。詳細式樣商談后定下來。輥式樣如有變更恕不另行通知。
- 咨詢時請告知下面事項 。
材質(zhì)?產(chǎn)品尺寸(最小?徑)?生產(chǎn)數(shù)量(日數(shù))?素材尺寸(板厚×長度×寬度)?前工程?卷板精度
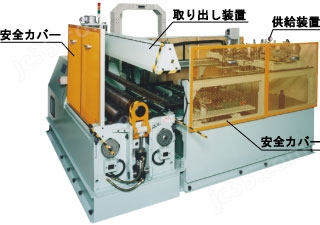
自動供給取出裝置
自動供給機加工順序


1.側(cè)部托架(可選擇)
大直徑工件預彎的時候、為了防止自重產(chǎn)生的預彎R的變形、配置側(cè)部托架自動配合板料卷制。
2.頂部托架(可選擇)
這個裝置是工件自身重量引起的下垂和在小口徑工件折彎時、為了防止擠壓輥發(fā)生二重重疊卷壓而設(shè)計的。將加工中的橫放工件向上提升裝置。





 機床商務網(wǎng)
機床商務網(wǎng)